






Key takeaways:
-
- AI is enhancing manufacturing by enabling smarter factories, optimizing operations, and reducing downtime through predictive maintenance and intelligent automation.
- Machine learning, computer vision, industrial IoT, robotics, and predictive analytics form the core tools powering Industry 4.0 applications.
- AI is widely used for quality control, defect detection, supply chain optimization, demand forecasting, and collaborative robots (cobots).
- Manufacturers gain cost savings, improved product quality, increased production efficiency, enhanced workplace safety, and faster, data-driven decision-making.
Artificial Intelligence (AI) is at the heart of the digital transformation of the manufacturing industry. Manual processes are now being replaced with intelligent systems that predict machine failures, spot errors instantly, and optimize entire operations using real-time data.
According to Zipdo, the AI-driven predictive maintenance alone can reduce unplanned downtime by up to 30%. Whereas the AI-powered quality control systems can boost defect-detection accuracy to over 90% compared to traditional methods, improving efficiency and product quality.
In today’s hyper-competitive global market, manufacturers that leverage AI in food manufacturing are gaining a strategic edge in speed, cost control, and customer satisfaction. Want to know the impact of AI in manufacturing? Read this guide and explore the most compelling use cases, real-world artificial intelligence applications, and business benefits of AI in manufacturing industry.
Artificial Intelligence In Manufacturing Market Insights
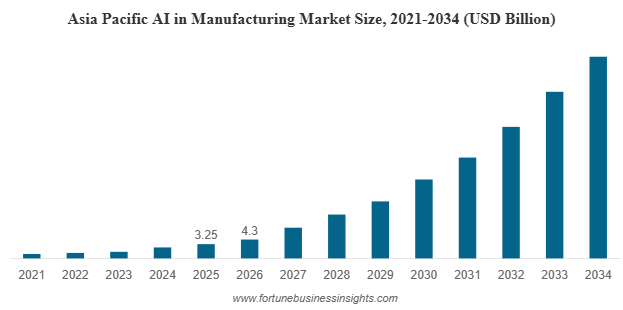
- The global artificial intelligence in manufacturing market size was valued at USD 6 billion in 2025.
- The AI market in manufacturing is projected to grow from USD 85 billion in 2026 to USD 128.81 billion by 2034, with a CAGR of 37.90% over the forecast period.
- Asia Pacific dominated the global market, accounting for 80% in 2025.
- The hardware segment is dominating the market with a share of89% in 2026.
How AI Is Transforming the Manufacturing Industry?
Artificial Intelligence (AI) is fundamentally reshaping the manufacturing sector by turning traditional factories into smart, data-driven production ecosystems. Instead of reacting to problems after they occur, top AI agent development company in UAE now uses AI to predict, optimize, and automate operations in real time.
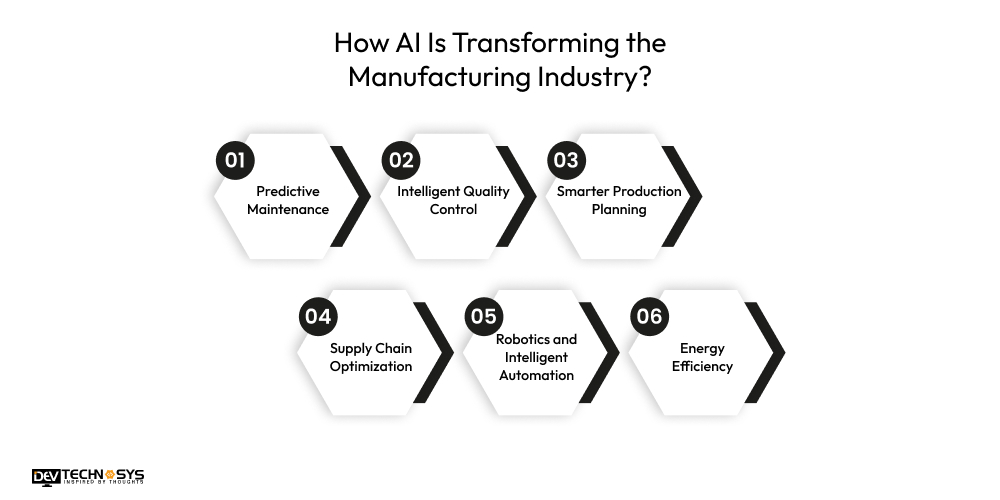
1. Predictive Maintenance
AI in manufacturing industry helps by analyzing machine sensor data to predict failures before they occur. This reduces unplanned downtime, cuts maintenance costs, and extends equipment life, enabling manufacturers to maintain continuous production and avoid costly interruptions.
2. Intelligent Quality Control
Intelligent manufacturing technology detects defects in real time, ensuring consistent product quality. By replacing manual inspections, manufacturers reduce waste, increase accuracy, and improve customer satisfaction while maintaining high-speed production.
3. Smarter Production Planning
Businesses should invest in an artificial intelligence development solution to optimize production schedules by leveraging demand forecasts, resource availability, and machine capacity. This improves workflow efficiency, reduces bottlenecks, lowers operational costs, and ensures timely product delivery, enhancing overall manufacturing performance.
4. Supply Chain Optimization
An AI solution for manufacturing enhances inventory management, demand forecasting, and logistics planning. Manufacturers can minimize stockouts, reduce excess inventory, and improve supply chain efficiency, ensuring smoother operations and better responsiveness to market demands.

5. Robotics and Intelligent Automation
AI-powered robots work alongside humans to perform repetitive or hazardous tasks. This increases productivity, ensures workplace safety, and allows human workers to focus on high-value activities that require decision-making and creativity.
6. Energy Efficiency
AI monitors energy consumption and suggests optimizations to reduce waste. For Manufacturers, the impact of AI in manufacturing includes cost savings, lowering their carbon footprint, and moving toward more sustainable and environmentally friendly production processes.
What are the Key Technologies that Empower AI in Manufacturing?
AI in manufacturing industry relies on advanced technologies that enable smarter operations, real-time monitoring, and predictive insights. Tools like machine learning, computer vision, industrial IoT, and robotics form the backbone of intelligent factories, driving efficiency and precision across processes.
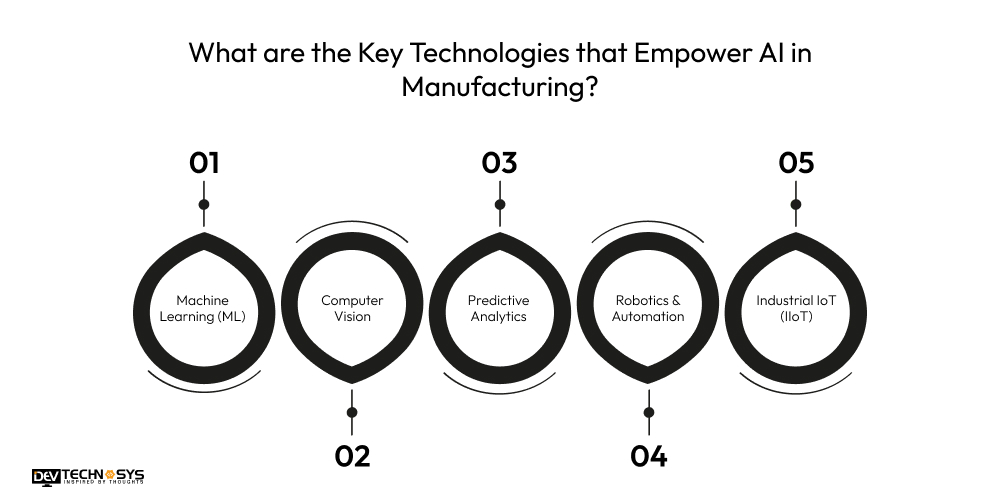
1. Machine Learning (ML)
An AI development company for manufacturing uses the power of Machine Learning systems to learn from historical and real-time data, identify patterns, and make predictions. In manufacturing, Machine learning in manufacturing powers predictive maintenance, demand forecasting, and process optimization, helping factories reduce downtime and improve efficiency.
2. Computer Vision
Computer Vision uses AI to analyze images and videos for quality control, defect detection, and assembly verification. It allows manufacturers to inspect products with precision, speed, and consistency far beyond human capability, reducing errors and waste.
3. Predictive Analytics
Predictive Analytics processes historical and real-time production data to forecast outcomes, identify trends, and anticipate failures. Experts use predictive analytics to build an artificial intelligence app for industries that helps manufacturers with inventory management, demand planning, and predictive maintenance. It leads to cost savings and smarter decision-making.
4. Robotics & Automation
AI-powered production systems and robotics, including collaborative robots (cobots), automate repetitive or hazardous tasks. They enable Intelligent production, increase production speed, ensure consistent quality, improve workplace safety, and free human workers to focus on higher-value, strategic operations.
5. Industrial IoT (IIoT)
IIoT connects machines, sensors, and devices to collect and share data across the production floor. Combined with AI, IIoT enables real-time monitoring, predictive insights, and intelligent automation, creating smarter, more efficient, and fully connected factories.
Manufacturing 4.0: AI Use Cases Transforming the Industry
Today, everyone is aware of the massive impact of AI in manufacturing industry. These industries leverage AI to revolutionize traditional operations. From predictive maintenance and quality control to autonomous robots and supply chain optimization, AI applications are reshaping factories, enabling faster production, higher product quality, and optimized resource utilization.
1. Predictive Maintenance
AI analyzes sensor data to predict failures before machines break down, cutting unplanned downtime by up to 50% and reducing maintenance costs by 25% to 30% in many factories. For example, General Electric (GE) uses AI across 50,000+ sensors to predict failures weeks ahead, resulting in millions saved annually and significantly smoother production.
2. Quality Control and Defect Detection
AI‑powered computer vision inspects products far more accurately than humans, spotting microscopic flaws and reducing defects. In Siemens’ manufacturing lines, AI systems dramatically reduce defect rates by using neural networks to inspect components in real time, ensuring greater consistency and reliability.
3. Supply Chain Optimization
AI transforms supply chain processes by forecasting demand, optimizing inventory, and improving logistics planning. BMW optimized its supply chain with AI, achieving a 25% improvement in inventory turnover and better alignment between supply and demand, reducing waste and costs.
4. Production Planning and Scheduling
AI manufacturing software development tools analyze production data, resource availability, and demand forecasts to build smarter schedules that minimize bottlenecks and idle time. Manufacturers should hire AI developers to implement AI that can adapt production in real time to changing orders, leading to faster throughput and reduced cycle times, helping companies be more responsive and efficient.
5. Demand Forecasting
AI models use historical sales, market trends, and external variables to predict future demand with much greater accuracy. Accurate forecasting helps manufacturers avoid overproduction and stockouts and save on inventory costs. AI systems in manufacturing also help in planning production more effectively, boosting profitability and customer satisfaction.
6. Autonomous Robots (Cobots)
AI‑enabled collaborative robots work safely alongside human workers on repetitive or dangerous tasks. For instance, automotive manufacturers deploy AI cobots for precision welding, painting, and assembly, improving speed and consistency while freeing workers to focus on high‑value strategic tasks. Cobots are increasingly central to Industry 4.0 automation strategies.
Can You Provide Some Real-World Applications of AI in Manufacturing?
Global manufacturers are adopting AI-powered platforms like Oracle AI Factory, Microsoft for Manufacturing, and Deloitte AI Factory to improve productivity and decision-making. Let’s study them in detail:
1. Oracle AI Factory
Oracle AI Factory recognizes the impact of AI in manufacturing and utilizes it to help manufacturers deploy AI across production, supply chain, and maintenance workflows. It supports predictive maintenance and real-time quality monitoring to minimize disruptions and improve consistency. Predictive maintenance using AI can reduce unplanned downtime by 70% to 80% and improve defect-detection accuracy to over 90%.
Industry Insights: Oracle reported that Cloud Infrastructure (OCI) grew 68% year over year in late 2025.
2. Microsoft for Manufacturing
Microsoft’s AI offerings, built on Azure and digital twin technologies, enable real-time asset tracking, predictive analytics, and operational optimization across smart factories. These tools help manufacturers enhance decision-making and increase productivity.
Roughly 35% of manufacturers are already using AI, with adoption expected to accelerate significantly. For creating a similer ai-powered manufacturing like microsoft, contact a reliable manufacturing AI solutions provider.
3. Deloitte AI Factory (Powered by NVIDIA & Oracle)
Deloitte’s AI Factory as a Service integrates cutting-edge AI tools and infrastructure to help industrial companies accelerate AI implementation. It supports automation, data governance, and advanced analytics across operations. Manufacturers implementing smart AI solutions have reported up to 20% improvement in productivity and production output from early AI investments.
4. C1 SMART
C1 SMART is an artificial intelligence application that provides AI-driven industrial automation and IoT platforms tailored for manufacturers in the Middle East. It enables real-time equipment monitoring, predictive maintenance, and automation, helping boost uptime and operational efficiency. AI-enabled predictive maintenance solutions can reduce maintenance costs by over 40% while extending equipment lifespan by 20% to 40%.
5. SymphonyAI Solutions via Emircom
SymphonyAI’s industrial SaaS solutions, deployed through Emircom, help manufacturers in the region implement AI for asset performance management, data analytics, and smart production planning, thus improving reliability and throughput.
Industry Insights: According to Technavio, the AI in manufacturing industry is projected to reach $16.7 billion by 2026, driven by predictive maintenance, quality control, and supply chain optimization.
What are the Business Benefits of AI in Manufacturing?
AI delivers tangible benefits by reducing operational costs, improving product quality, and increasing production efficiency. Here are the reasons why businesses should invest in AI-powered manufacturing apps:
1. Reduced Operational Costs
AI lowers operational expenses by minimizing unplanned downtime, optimizing maintenance schedules, reducing energy consumption, and improving inventory management. Predictive analytics helps prevent costly equipment failures, while automation reduces labor-intensive processes, allowing manufacturers to operate more efficiently and improve overall profit margins.
2. Improved Product Quality
AI-powered quality inspection systems use computer vision and machine learning to detect defects with higher accuracy than manual checks. This ensures consistent product standards, reduces waste and rework, minimizes recalls, and strengthens brand reputation through reliable, high-quality manufacturing output.
3. Increased Production Efficiency
AI in food manufacturing optimizes workflows, machine utilization, and production scheduling. By identifying bottlenecks and improving resource allocation, manufacturers can increase throughput, reduce cycle times, and maximize overall equipment effectiveness (OEE), resulting in higher output without proportionally increasing operational costs.

4. Enhanced Workplace Safety
AI-driven monitoring systems and smart sensors identify hazardous conditions in real time. Autonomous robots handle dangerous or repetitive tasks, reducing workplace injuries. This creates a safer work environment, ensures compliance with safety regulations, and improves employee satisfaction and retention.
5. Faster Decision-Making
AI analyzes massive volumes of production, supply chain, and performance data in real time. Executives gain actionable insights instantly, enabling quicker, data-driven decisions that improve responsiveness, reduce risks, and help manufacturers stay competitive in dynamic market conditions.
How to Integrate AI Into Manufacturing Processes?
Integrating AI requires a structured approach, starting from defining objectives and assessing data readiness to building scalable infrastructure. By piloting projects, partnering with experts, and continuously optimizing models, manufacturers can successfully implement AI for measurable business impact.
1. Define Clear Objectives
Identify key challenges of using AI in food manufacturing, including equipment downtime, quality defects, and supply chain inefficiencies. Establish measurable goals, such as reducing maintenance costs or improving production efficiency. Clear objectives guide AI implementation, ensuring investments deliver real operational improvements and measurable business value.
2. Assess Data Infrastructure
Evaluate current data sources, including IoT sensors, ERP systems, and production logs. Ensure data is accurate, consistent, and accessible for AI analysis. Upgrade legacy systems or add IoT devices, as needed, to enable real-time data collection and reliable AI-driven insights.
3. Select High-Impact Use Cases
Choose practical and high-value AI applications, such as predictive maintenance, quality inspection, or production planning. Focusing on a targeted use case reduces complexity, demonstrates ROI quickly, and provides a scalable foundation for broader AI adoption across other manufacturing processes.
4. Build Scalable Technology Architecture
Implement edge computing in manufacturing, cloud platforms, Industrial IoT systems, and cybersecurity measures. A robust and scalable technology infrastructure ensures smooth AI integration, secure data management, and the flexibility to expand AI applications as operations grow or new use cases emerge.
Industry Insights: According to Fortune Business Insights, the semiconductor, electronics, and automotive industries are the leading sectors implementing AI.
5. Partner With AI Experts
Collaborate with experienced AI vendors, consultants, or system integrators. Their expertise accelerates development, ensures best practices, and helps customize AI solutions for manufacturing environments. This minimizes implementation risks and increases the chances of achieving successful, measurable results.
6. Develop and Test AI Models
Train machine learning models using historical and real-time production data. Conduct thorough testing in controlled environments to validate accuracy and reliability. Iterative refinement ensures AI models deliver actionable insights and perform effectively before deployment on live production lines.
7. Launch a Pilot Program
Implement AI in a single production line or facility to test functionality. Measure key performance indicators such as downtime reduction, defect detection rates, or efficiency improvements. A pilot allows adjustments, ensures employee readiness, and provides evidence for scaling across operations.
8. Scale, Train, and Optimize Continuously
Expand AI deployment across multiple plants or processes after successful pilots. Train employees on new workflows, monitor system performance, refine models, and continuously optimize operations. Ongoing evaluation ensures AI adoption drives sustained improvements and long-term competitive advantage.
What are the Challenges of Implementing AI in Manufacturing?
While AI offers transformative potential, manufacturers face challenges such as high initial investment, data quality issues, and workforce skill gaps. Understanding these hurdles is essential for planning a successful AI adoption strategy.
1. High Initial Investment
Implementing AI in manufacturing requires substantial upfront costs, including IoT sensors, cloud infrastructure, software licenses, and skilled personnel. Small and mid-sized manufacturers often struggle to justify these expenses despite the long-term operational savings and efficiency improvements AI can provide.
2. Poor Data Quality and Availability
AI in the healthcare industry requires accurate, structured, and accessible data. Many manufacturers face challenges due to legacy systems, siloed databases, or incomplete records. Without clean and reliable data, AI predictions and insights can be flawed, reducing effectiveness and limiting potential benefits.
3. Integration With Legacy Systems
Older machinery and outdated ERP platforms may not easily connect with modern AI solutions. Retrofitting equipment, implementing compatible sensors, and ensuring software integration can be technically complex, time-consuming, and costly, creating a significant barrier for manufacturers seeking seamless AI adoption.
4. Cybersecurity Risks
As factories become more connected through Industrial IoT and cloud-based AI platforms, they are exposed to cyber threats. Protecting sensitive operational and production data is critical, as breaches can disrupt operations, compromise intellectual property, and result in regulatory and financial consequences. To fight this, experts who provide artificial intelligence development services implement various security measures while developing the application.
5. Skills Gap and Workforce Resistance
AI adoption requires trained data scientists, engineers, and IT specialists, but many manufacturers face talent shortages. Employees may also resist AI due to fear of job displacement, making training programs and change management essential for successful integration.

Conclusion
AI is rapidly transforming the manufacturing landscape, enabling smarter factories, optimized operations, and better decision-making. AI enhances efficiency, reduces costs, and improves product quality. As AI adoption grows, manufacturers who embrace these technologies will gain a competitive edge, achieve operational excellence, and future-proof their businesses. If you are a business looking to create a manufacturing app using AI, then contact a top artificial Intelligence development company like Dev Technosys. Stay tuned for more updates.
FAQs
Q1. What Are the Main Benefits of AI in Manufacturing?
AI helps manufacturers reduce operational costs, improve product quality, and increase efficiency. It supports predictive maintenance, enhances workplace safety, and enables faster, data-driven decision-making, allowing companies to stay competitive and optimize overall operations.
Q2. Which AI Technologies are Most Commonly Used in Manufacturing?
Key AI technologies include:
- Machine Learning (ML): For predictive analytics and optimization.
- Computer Vision: For quality inspection and defect detection.
- Industrial IoT and Robotics: For automation and real-time monitoring.
Q3. How Can Small Manufacturers Effectively Adopt AI?
Start with high-impact, manageable use cases like predictive maintenance or quality control. Pilot small-scale projects, measure results, and gradually scale AI across processes, partnering with vendors or consultants to reduce risk and ensure smooth implementation.
Q4. What are the Biggest Challenges in Implementing AI?
Manufacturers face challenges such as:
- High upfront costs for sensors, software, and infrastructure.
- Poor data quality or siloed systems.
- Integration with legacy machinery and workforce skill gaps.
Q5. Can AI be integrated with Existing Manufacturing Systems?
Yes, AI can integrate with ERP, MES, and IoT platforms. Some legacy machines may require retrofitting with sensors or connectors. Proper planning ensures smooth integration without disrupting ongoing production processes.
Q6. Is AI in Manufacturing Cost-Effective?
While initial investment can be high, AI delivers long-term ROI. Reduced downtime, improved product quality, optimized supply chains, and data-driven insights help manufacturers save costs, increase efficiency, and boost overall profitability.
















{kind=link}